 咨詢電話:13293500000
咨詢電話:13293500000
咨詢電話:13293500000


— 資訊 —
 全國免費客服電話
13293500000
全國免費客服電話
13293500000
郵箱:13293500000@163.com
手機:13293500000
電話:0350-6068888
地址:中國山西
發布時間:2020-10-16 人氣:
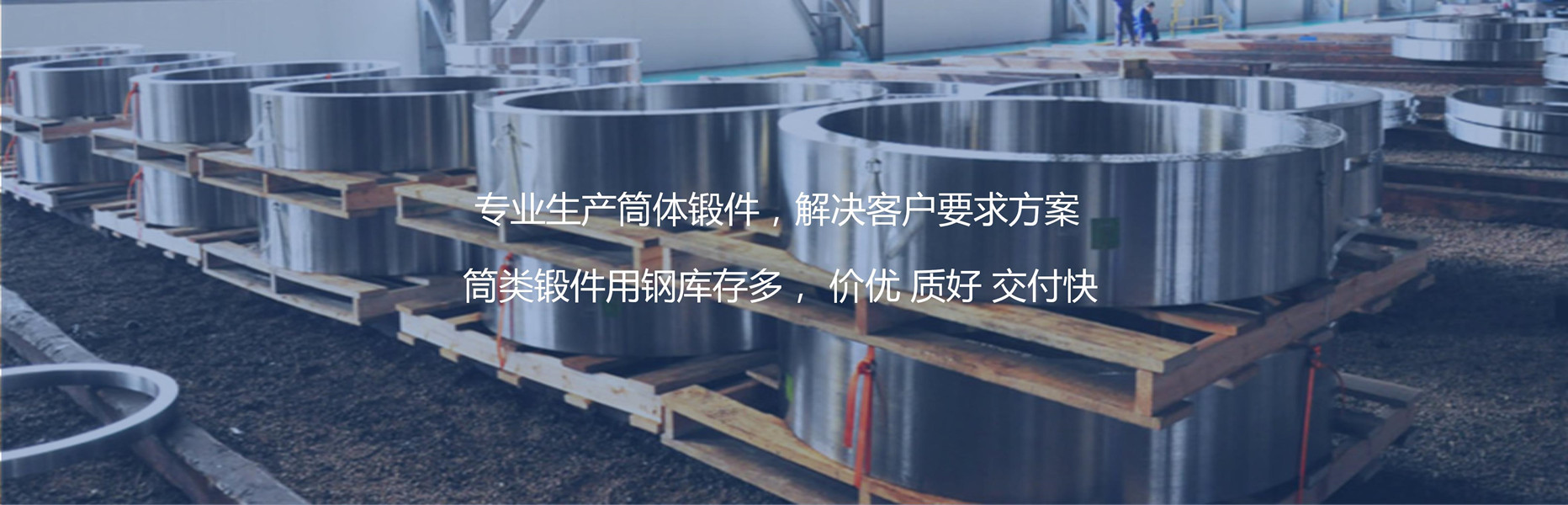
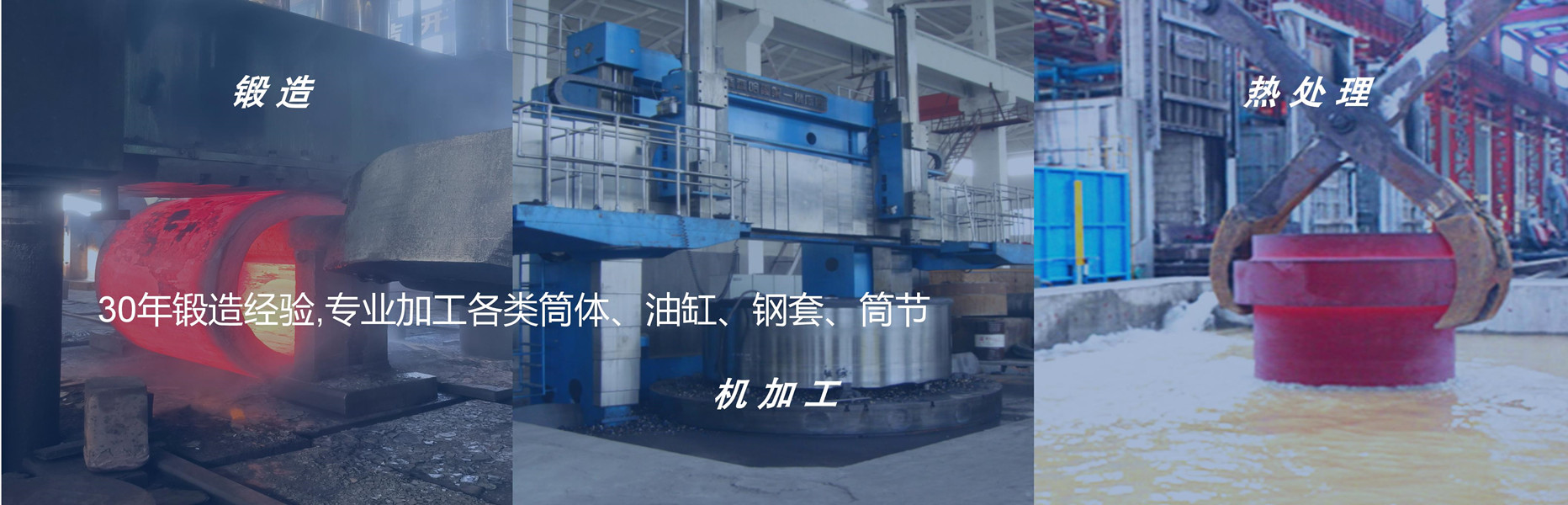
筒類鍛件是壓力容器、裂化反應器等產品的 重要組成部件。在筒類鍛件中,加工外徑超過 4000mm筒類鍛件時,因其所需坯料及鋼錠相對較 大,所以鍛造工序與方案也相對固定和單一。加工外徑小于4000mm小筒類鍛件,由于其所需坯料及 鋼錠較小,下料方式和鍛造工序也相對復雜,所以對此類鍛件的鍛造工藝方案選擇也較多。通過舉例,對小直徑筒類鍛件,通過不同工藝方案進行對比分析,得出成本較低、鍛件質量較好的工藝方案。所以進行了工藝方案的對比。


鍛造工藝方案對比通過對上述兩種方案對比分析,方案一中所需錠型較后兩種方案節省3t鋼液,但火次多兩火次,生產實際操作較簡單,易保證鍛件成品質量。方案二中鍛件成品需冷加工立車加工氣割引槽后氣割機分料,工序較多,生產難度較大。通過經濟成本分析,方案一較第二種種方案節約鋼液成本,鍛造成本較第二種方案高,通過成本綜 合分析,方案一成本較第二種方案低。綜上所述,對于類似于所舉例的鍛件產品, 較好的鍛造工藝選擇方案為方案一。我們山西中信重工集團有限公司對于鍛件生產工藝方案的選擇,從多角度分折,結合生產成本與生產實際操作,節約很多成本,提高很多效率。
上一篇:不銹鋼鍛件的沖壓成型
相關推薦
服務熱線

