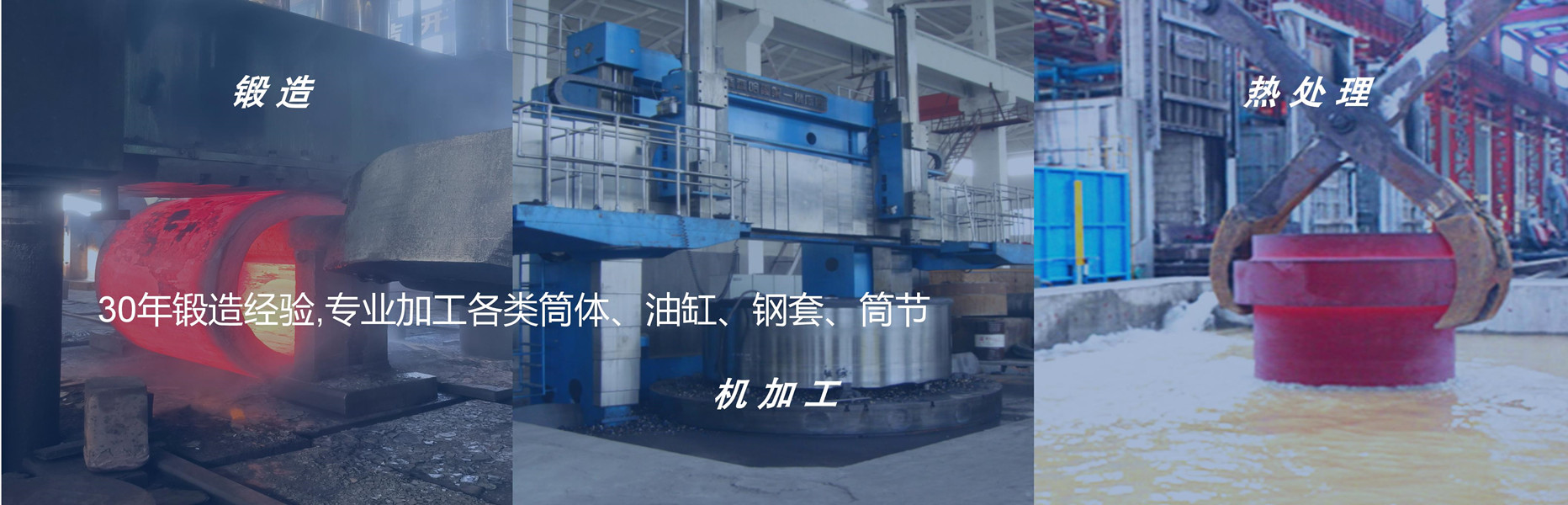
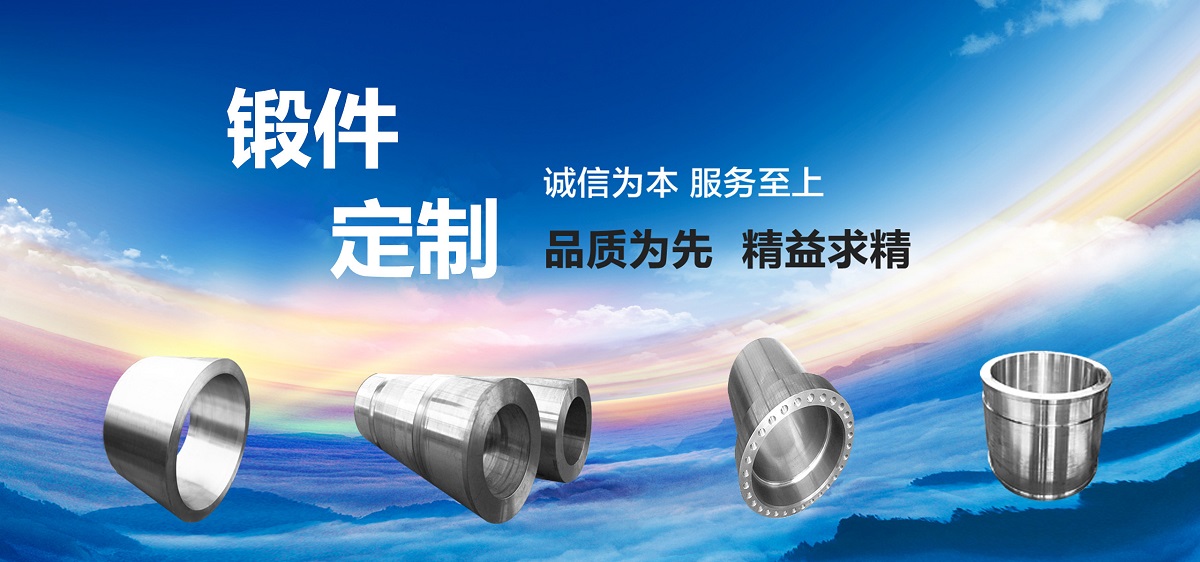
我們中重重工集團是多年的鍛造廠家,在制定機械加工工藝規程時.毛坯鍛件選擇得是否正確?不僅直接影響毛坯鍛件的制造工藝及費用.而且對零件的機械加工工藝、設備、工具以及工時的消耗都有很大影響毛坯的形狀和尺寸越接近成品零件.機械加丁.的勞動量就越少,但毛坯制造的成本可能越高?于原材料 消耗的減少.會抵消或部分抵消毛坯成本的增加。所以.應根據生產綱領、零件的材料、形 狀、尺寸、楮度、表面質敏及具體的生產條件等作綜合考慮.以選擇毛坯。在毛坯選擇時.也要充分注意到采用新工藝、新技術、新材料的可能性.以提高產品品質質、生產率和降低生產成本.我們中重重工集團有著多年的鍛造經驗,對如何選取毛坯鍛件,更好的鑄造出好品質的鍛件有一定的方法。
 機械加工中常用的毛坯有鑄件、鍛件.型材、粉末冶金件、沖壓件、冷或熱壓制件、焊接件。
機械加工中常用的毛坯有鑄件、鍛件.型材、粉末冶金件、沖壓件、冷或熱壓制件、焊接件。
現代機械制造發展的趨勢之一是精化毛坯,使其形狀和尺寸盡鑿與零件接近.從而進行少屑加工甚至無屑加工,但由于毛坯制造技術和設備投資經濟性方面的原因.以及機電產品性能對零件加工精度和表面質量的要求日益提高,目前毛坯的很多表面仍留有一定的加工余量?以便通過機械加工來達到零件的質量要求。毛坯制造尺寸和零件尺寸的差值稱為毛坯加工余量.為了合理地選擇毛坯,通常需要從下面幾個方面來綜合考慮.
(1)零件的生產綱領的大小
生產綱領的大小在很大程度上決定了采用某種毛坯制 造方法的經濟性。當生產批崖:較大時,應選用精度和生產率都較高的毛坯制造方法.其設備和工裝方面的較大投資可通過材料消耗的減少和機械加T_費用的降低而取得回報?而當芩 件的生產批量較小時.應選擇設備和工裝投資都較小的毛坯制造方法.如自由鍛造和砂剖鑄 造等。
(2)毛坯材料及其工藝特性
在選擇毛坯制造方法時?首先要考慮材料的工藝特性. 如可鑄性、可鍛性、可焊性等。例如鑄鐵和青銅不能鍛造,對這類材料只能選擇鑄件。但是材料的工藝特性不是***的.它隨著工藝技術水平的提高而不斷變化,例如.高速鋼和合金工具鋼很早以前由于其可鑄性很差,一般均以鍛件作為復雜刀具的毛坯。而現在由于精密鑄造水平的提高,即使像齒輪滾刀這樣復雜的刀具.也可用高速鋼熔模鑄造的毛坯.可以不經切削而直接刃磨出有關的幾何表而。重要的鋼質零件為使其具有良好的力學性能.不論 其結構復雜或簡單,均應選用鍛件為毛坯,而不宜直接選用軋制型材,,
(3)零件的形狀
零件的形狀和尺寸往往也是決定毛坯制造方法的重要因素。例如,形狀復雜的毛坯,一般不采用金屬型鑄造?.尺寸較大的毛坯,往往不能采用模鍛、壓鑄和精鑄.通常重在100 kg以上較大的毛坯常采用砂型鑄造.自由鍛造和焊接等方法。對于重量在1500 kg以上的大鍛件,需要水壓機造型成壞,成本較高,但某些外形特殊的零件.由于機械加工困難,往往采用較櫧密的毛坯制造方法,如壓鑄和熔模鑄造等,鉍大限度減少機械加工余量。
(4)現有生產條件
選擇毛坯時?不應脫離本廠的生產設備條件和工藝水平.但又要結合產品的發展,積極創造條件.采用***的毛坯制造方法.提高毛坯精度.實現少無切削加 工,是毛坯生產的一個重要發展方向。

 咨詢電話:13293500000
咨詢電話:13293500000


 全國免費客服電話
13293500000
全國免費客服電話
13293500000

